Die Elektroden von Flow-Batterien bestehen im Allgemeinen aus Elektrodenfilz und Elektrodentuch. Bei diesem Verfahren werden die voroxidierten Fasern mithilfe der Textiltechnologie zu Filz oder Stoff verarbeitet und anschließend karbonisiert, graphitiert und aktiviert, um die Elektroden herzustellen. Der kritischste Schritt, der die Leistung des Elektrodenmaterials beeinflusst, ist der Aktivierungsschritt. Der herkömmliche Aktivierungsprozess erfolgt durch Oxidationsaktivierung, die typischerweise eine Hochtemperatur-Wärmebehandlung mit Luft oder mit etwas Wasserdampf vermischter Luft umfasst, um verschiedene aktive funktionelle Gruppen (normalerweise Hydroxyl- und Carboxylgruppen) auf die Oberfläche der Kohlenstofffasern aufzupfropfen und so hydrophile Effekte zu erzielen. Durch oxidatives Ätzen wird die spezifische Oberfläche der Kohlenstofffasern vergrößert und die aktiven Stellen verstärkt, wodurch gut aktivierte hydrophile Elektrodenmaterialien entstehen. Dieses Verfahren zeichnet sich durch Einfachheit, Komfort und geringe Kosten aus. Allerdings hat es den Nachteil, dass der Anteil und die Menge der sauerstoffhaltigen funktionellen Gruppen nicht genau kontrolliert werden können. Die chemischen Bindungen von Hydroxyl- und Carboxylgruppen auf den Kohlenstofffasern neigen zum Bruch und zur Deaktivierung; Der Oxidationsaktivierungsprozess führt zum Auftreten von oxidiertem Graphit auf der Oberfläche graphitierter Kohlenstofffasern, was zu einer schlechten Leitfähigkeit führt. Die durch den Oxidationsaktivierungsprozess bedingte Vergrößerung der spezifischen Oberfläche ist äußerst gering und beträgt in der Regel nicht mehr als 2 m²/g, und die Zunahme der Reaktionsstellen ist relativ gering.
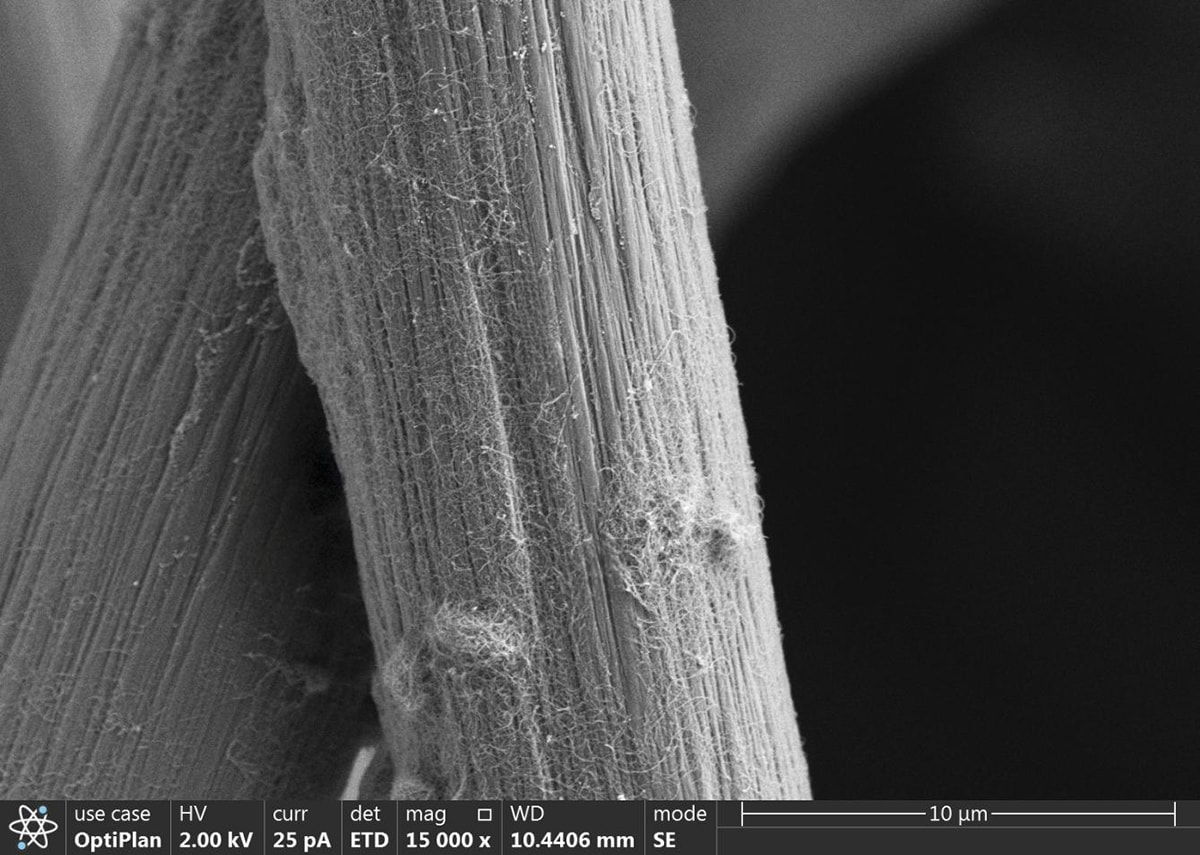
Unser Aktivierungsprozess umfasst die Abscheidung von Kohlenstoffnanoröhren auf der Oberfläche von graphitisierten Kohlenstofffasern durch einen kontinuierlichen Dampfabscheidungsprozess. Durch die Steuerung des Gasflusses und der Druckbedingungen werden die Kohlenstoff-Nanoröhren gleichmäßig auf die Oberfläche der Kohlenstofffasern aufgetragen (aufgrund des Fehlens von Katalysatoren können die Kohlenstoff-Nanoröhren nur an den Kohlenstofffasern haften und wachsen, was wiederum zu einer dichten Beschichtung aus Kohlenstoff-Nanoröhren führt, die nicht abfällt). Anschließend werden durch Nitridierung Pyrrol- und Pyridinstrukturen aufgepfropft, um die Nebenreaktion der Wasserstoffentwicklung zu verhindern. Schließlich finden in mehreren Temperaturzonen Oxidationsreaktionen statt, um sauerstoffhaltige funktionelle Gruppen auf die Oberfläche aufzupfropfen.
Die Merkmale dieses Prozesses sind:
1. Das Kapillarphänomen, das durch die Ablagerung von Kohlenstoffnanoröhren entsteht, erzielt durch eine physikalische Methode hydrophile Effekte, wodurch es weniger anfällig für Deaktivierung ist;
2. Die spezifische Oberfläche ist groß, typischerweise ≥10㎡/g, was dem 5- bis 10-fachen der bei herkömmlichen Verfahren entspricht;
3. Die Oxidationsätzung ist minimal und der Innenwiderstand der Elektrode ist gering. Dieser Prozess unterscheidet sich von herkömmlichen Oxidationsaktivierungsmethoden, die Kohlenstofffasern beschädigen. Es beschädigt nicht nur die Kohlenstofffasern, sondern trägt auch dazu bei, die Leitfähigkeit und Festigkeit der Kohlenstofffasern zu erhöhen und kann durch hohe Abscheidung sogar harte Elektroden erzeugen. Im Allgemeinen beträgt der Spannungswirkungsgrad einer 2,5-mm-Elektrode im Allgemeinen ≥88 %, während der einer 4,35-mm-dicken Elektrode im Allgemeinen ≥87 % beträgt, was eine hervorragende Leistung zeigt. Unser Unternehmen verfügt über den ersten kontinuierlichen CVD-Aufdampfofen in China, der für das In-situ-Wachstum von CNTs durch CVD-Aufdampfung verwendet wird. Es hat über 10.000 Zyklen mit einem Zyklenverlust von ≤0,5 % durchlaufen. Die spezifische Oberfläche von Elektrodenfilzen und Elektrodentüchern beträgt typischerweise etwa 12㎡/g, wobei der maximal erreichbare Wert bei 600㎡/g liegt. Die CNTs haben einen Durchmesser von 8–10 nm und eine Länge von 100–200 nm.
| Name | Einheit | Elektrodentuch | Elektrodenfilz | Bemerkungen | |||||||
| ① | ② | ③ | ① | ② | ③ | ④ | ⑤ | ||||
| Dicke | mm | 0,6 ± 5 % | 0,8 ± 5 % | 0,9 ± 5 % | 2,5 ± 7,5 % | 4,35 ± 7,5 % | 5,0 ± 7,5 % | 6,0 ± 7,5 % | 7,0 ± 7,5 % | Andere Spezifikationen kann individuell angepasst werden gem Kundenbedürfnisse | |
| Modellnummer | - | OEPLG-XX4235-7.5 | OEPLG-XX4542-7.5 | OEPLG-XX3543-7.5 | OEPLG-2.57.5 | OEPLG-4.356.5 | OEPLG-5.06.5 | OEPLG-6.06.5 | OEPLG-7.06.5 | ||
| Dichte | g/cm³ | 0,3-0,4 | 0,08–0,11 | ||||||||
| Breite | m | 1,3-1,5 | 1,42-1,45 | ||||||||
| Bruchkraft | Radial | N | ≥20 | ≥10 | |||||||
| Zonal | ≥30 | ≥10 | |||||||||
| Thermisch Leitfähigkeit | Vertikal | W/m·k | 5 | 0.28 | |||||||
| Quadratisch Widerstandswert | Ω/口 | 0,12-0,4 | 0,2-0,5 | ||||||||
| Kohlenstoffgehalt | % | ≥99,90 | ≥99,90 | ||||||||
| Flüssigkeitstransportrate | ×100 % | 9 | 10 | 11 | 22 | 12 | 14 | 11 | 11 | ||
| Faser Abwurfrate | % | ≤0,5 | ≤0,5 | ||||||||
| Spezifisch Oberfläche | m²/g | 9-15 | 9-15 | ||||||||